Sattui silmään muutama erittäin mielenkiintoinen filmi IEEE:n historiakanavalta. Teknologiasta päätellen filmit ovat 50-luvulta, ehkä 60-luvun alusta (putkia, magneettinen rumpumuisti, jne.)
Muutama huomionarvoinen asia:
- Sähköistä servotekniikkaa ei tuolloin ollut, vaan akselit liikkuivat hydraulisesti probeventiilein.
- Takaisinkytkentä nähtävästi induktiivisilla mittasauvoilla.
- Paineilmalla (!) toimiva reikänauhanlukija, siis se lukee reiät paineilmalla :D
- 3D-probemittaus (ei 2.5D) tuohon aikaan Boeingilla, melkoisen kehittynyttä touhua! Saman filmin alussa näkyy myös järkyttävän kokoinen 5-akselikone työkalun- ja paletinvaihtajalla. Osattiin sitä jo silloinkin ;)
Siitä videoita katselemaan!
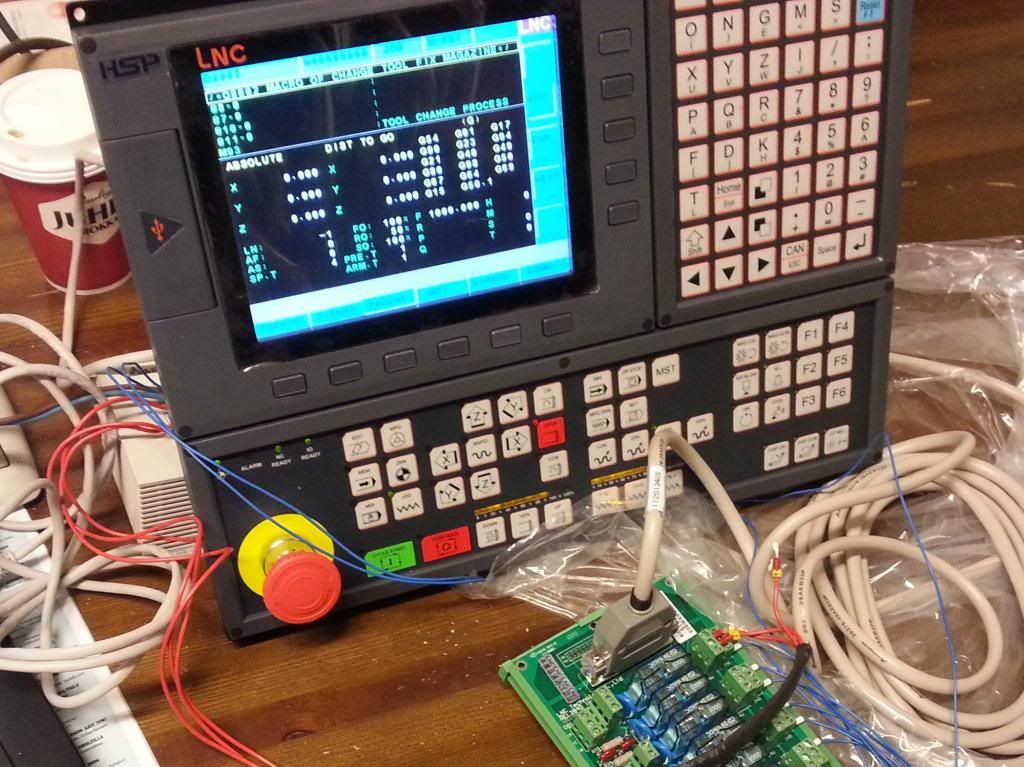
Sperryn NC-ohjain:
https://www.youtube.com/watch?v=2OUpnqn4Fl0
https://www.youtube.com/watch?v=aDXvyRd3JY4
3D-mittailua:
https://www.youtube.com/watch?v=gNGMWHPwVjE
Muutama huomionarvoinen asia:
- Sähköistä servotekniikkaa ei tuolloin ollut, vaan akselit liikkuivat hydraulisesti probeventiilein.
- Takaisinkytkentä nähtävästi induktiivisilla mittasauvoilla.
- Paineilmalla (!) toimiva reikänauhanlukija, siis se lukee reiät paineilmalla :D
- 3D-probemittaus (ei 2.5D) tuohon aikaan Boeingilla, melkoisen kehittynyttä touhua! Saman filmin alussa näkyy myös järkyttävän kokoinen 5-akselikone työkalun- ja paletinvaihtajalla. Osattiin sitä jo silloinkin ;)
Siitä videoita katselemaan!
Sperryn NC-ohjain:
https://www.youtube.com/watch?v=2OUpnqn4Fl0
https://www.youtube.com/watch?v=aDXvyRd3JY4
3D-mittailua:
https://www.youtube.com/watch?v=gNGMWHPwVjE




























 8)
8)